|
|
|
|
|
|
|
|
|
|
|
|
| เทคนิคการเคลือบแบบต่างๆ (1) | |
|
เทคนิคการเคลือบผลิตภัณฑ์เซรามิกแบบต่างๆ
ดร. คชินท์ สายอินทวงศ์
ในการตกแต่งผลิตภัณฑ์เซรามิกให้มีความงดงาม, เพิ่มคุณค่าให้กับผลิตภัณฑ์, ทำให้ผลิตภัณฑ์มีความคงทนถาวรนั้น ผลิตภัณฑ์เซรามิกจำเป็นที่จะต้องมีเคลือบสำหรับเหตุผลดังกล่าว การเคลือบนั้นมีเทคนิคอยู่มากมายเพื่อที่จะทำให้ผลิตภัณฑ์ที่ได้มีความสวยงามหรือแตกต่างจากผู้อื่น ทั้งเทคนิคที่เกิดจากวิธีการในการเคลือบแบบ Hand made หรือเกิดจากเครื่องจักรที่ใช้ในการเคลือบ สำหรับอุตสาหกรรมการผลิตเซรามิกนั้นถือได้ว่ามีเทคนิคในการเคลือบอยู่มากมายเนื่องจากถือได้ว่าเซรามิกเป็นสินค้าแฟชั่นที่จะต้องตามความนิยมหรือเทรนด์ของผู้ใช้งานอยู่ตลอดเวลาไม่ว่าจะเป็นกระเบื้องปูพื้น/บุผนัง, ของใช้ตกแต่ง, ของชำร่วย แม้กระทั่งสุขภัณฑ์ก็ตาม ผู้ผลิตจึงจำเป็นต้องค้นหาแนวทางใหม่ๆในการตกแต่งผลิตภัณฑ์ให้นำแฟชั่นหรือให้ตรงตามความต้องการของลูกค้า เราลองมาทำความรู้จักวิธีการต่างๆในการตกแต่งผลิตภัณฑ์เซรามิกชนิดต่างๆดูบ้าง ประโยชน์โดยตรงคงได้กับบุคลากรในการผลิตเซรามิก, นิสิตนักศึกษา, บุคคลที่สนใจที่ต้องการทราบว่าเบื้องหลังของความสวยงามเหล่านี้ผลิตออกมาได้อย่างไร หรือแม้แต่ผู้ผลิตผลิตภัณฑ์เซรามิกที่สามารถที่จะนำวิธีการเคลือบต่างๆไปประยุกต์ใช้กับผลิตภัณฑ์ของตนเองได้
สำหรับผลิตภัณฑ์เซรามิกที่ถือได้ว่าเป็นสินค้าที่ต้องเปลี่ยนแปลงลวดลาย สีสัน การออกแบบให้ทันต่อแฟชั่นอย่างเร็วที่สุดนั้นก็คือกระเบื้องเซรามิก ซึ่งนอกจากความต้องการของลูกค้าจะเป็นไปตามแนวโน้มของแฟชั่นโลกแล้ว ในแต่ละประเทศหรือแต่ละภูมิภาคยังมีความต้องการสินค้าที่แตกต่างกันโดยสิ้นเชิง ดังนั้นการจะทำให้กระเบื้องเซรามิกมีความสวยงามตรงตามความต้องการของลูกค้านั้นจะต้องมีเทคนิคต่างๆมากมายในการผลิต
เนื่องจากกระบวนการผลิตกระเบื้องเซรามิกนั้นส่วนใหญ่จะเป็นกระบวนการผลิตแบบต่อเนื่องดังนั้นเครื่องมือที่ใช้ในการตกแต่งจะถูกติดตั้งอยู่บนสายพานที่กระเบื้องจะวิ่งผ่านซึ่งเราจะเรียกว่า Glazing line
เราสามารถแบ่งชนิดของเครื่องมือในการตกแต่งกระเบื้องเซรามิกออกได้อย่างกว้างๆเป็น 3 ประเภทคือ
1. เครื่องมือสำหรับการเคลือบ
2. เครื่องมือสำหรับการตกแต่งลวดลาย (screen printing)
3. เครื่องมือสำหรับการตกแต่งด้วยกระบวนการพิเศษ
เครื่องมือสำหรับการเคลือบ
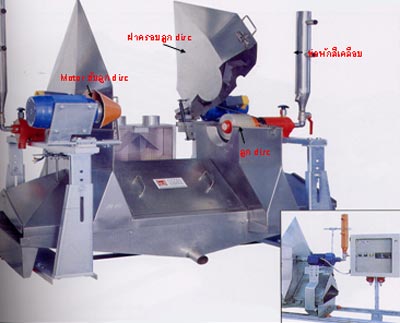
1. Double disc
Double disc เป็นอุปกรณ์ที่ใช้สำหรับapply น้ำเคลือบและเอนโกบ (engobe) ลงบนผิวหน้าของกระเบื้องดิบ(green tile) หรือกระเบื้องบิสกิท(biscuit tile) หลักการของ Double discคือการใช้แรงเหวี่ยงที่ความเร็วสูงโดยใช้ชุดมอเตอร์ขับแกนของลูก discให้หมุนแล้วจะมีปั๊มที่จะทำการปั๊มน้ำเคลือบจากถังที่เตรียมไว้ผ่านเข้าไปในแกนของลูก disc น้ำเคลือบจะวิ่งผ่านแกนของลูก disc และวิ่งออกไปตามร่องของแผ่น disc ซึ่งมีลักษณะเช่นเดียวกับแผ่น C.D ที่เราคุ้นเคยกันเป็นอย่างดีนำมาประกอบซ้อนกันโดยวัสดุของแผ่น disc นี้ทำมาจากพลาสติคประเภทโพลิยูลิเทนที่มีความทนทานสูง น้ำเคลือบที่วิ่งผ่านร่องของแผ่น disc จะมีลักษณะเป็นฝอยละเอียดตกลงบนผิวหน้าของกระเบื้อง ความเร็วของการหมุนแกนลูก disc จะเป็นตัวควบคุมความละเอียดของเม็ดเคลือบที่ตกลงบนผิวหน้าของกระเบื้องได้
ซึ่งโดยปกติทางผู้ผลิต Double disc จะให้ความเร็วในการควบคุมมอเตอร์มาให้เลือก นอกจากนี้ความเร็วรอบของแกนลูก Disc ยังสามารถปรับแต่งได้โดยการเปลี่ยนร่องของพูลเลย์ที่ใช้ขับสายพานbr>
นอกจากความเร็วรอบของมอเตอร์ที่จะช่วยให้การเคลือบด้วย Disc มีเม็ดฝอยที่ละเอียดขึ้นซึ่งจะทำให้ผิวหน้าเคลือบเรียบขึ้น ความหนืดของตัว Engobe และสีเคลือบก็มีผลต่อความเรียบของผิวหน้าเคลือบเช่นกัน โดยความหนืดนั้นไม่ควรมีค่าสูง เพราะจะช่วยทำให้เม็ดฝอยที่ตกลงบนหน้ากระเบื้องนั้นแผ่กระจายออกไปปิดผิวหน้าได้เป็นอย่างดี และในขณะที่กระเบื้องเคลื่อนตัวไปตาม Glazing line นั้น การเคลื่อนที่ก็จะช่วยให้เคลือบกระจายตัวออกปิดผิวได้เป็นอย่างดี
ในกรณีที่ใช้การเคลือบทั้งสองหัว Disc นั้น ปริมาณน้ำหนักที่ลงบนหน้ากระเบื้องในแต่ละหัวนั้นควรมีค่าเท่ากัน หรือใกล้เคียงกัน เพื่อให้หน้ากระเบื้องเรียบที่สุด ยกเว้นในการแก้ไขปัญหาบางอย่างที่อาจเกิดขึ้นได้ในช่วงเวลานั้น เช่นอุณหภูมิหน้ากระเบื้องสูงเกินไปมากแต่ใช้การสเปรย์น้ำแล้วก็ยังลดลงไม่ได้มากนัก จึงจำเป็นที่จะต้องปรับน้ำหนักหัวแรกของตู้ Double disc ช่วย
ข้อดีของการใช้ตู้ Double disc สำหรับการเคลือบคือ ไม่ยุ่งยากในการปฏิบัติงานของพนักงาน, ดูแลและควบคุมคุณภาพง่าย, กระเบื้องหลังเผาไม่ค่อยพบปัญหาเรื่องรูพรุน รูเข็ม, ใช้น้ำหนักเคลือบต่อแผ่นต่ำ
สำหรับข้อเสียนั้น การใช้ตู้ Double disc ในการเคลือบนั้น ผิวหน้าของกระเบื้องที่ได้จะไม่ค่อยเรียบมากนัก ถึงแม้ว่าจะปรับความเร็วรอบของลูก disc หรือความหนืดและน้ำหนักของเคลือบแล้วก็ตาม จึงไม่เหมาะที่จะใช้กับกระเบื้องที่ต้องการความเรียบมากๆเช่นกระเบื้องบุผนังผิวมัน กระเบื้องปูพื้นที่เลียนแบบลายหินอ่อน นอกจากนี้การใช้ disc นั้นจะมีการสูญเสียน้ำเคลือบมากกว่าการใช้เคลือบโดยใช้ Campana หรือ Water fall
ตำหนิที่พบได้บ่อยๆสำหรับกระเบื้องที่ใช้ Double discคือ
1. สีหยด, เม็ดสี ซึ่งเกิดจากการสะสมของ Engobe และสีเคลือบที่ภายในตู้ disc แล้วเมื่อถึงจุดหนึ่งก็จะหยดลงมาบนหน้ากระเบื้อง
2. ผิวหน้าเป็นจ้ำ เนื่องจากอุณหภูมิหน้ากระเบื้องที่ร้อนเกินไป หรือเกิดจากการที่ปรับน้ำหนักของ Engobe และสีเคลือบ ในแต่ละหัวของตู้ Disc แตกต่างกันเกินไป หรือน้ำหนักไม่ได้ตามมาตรฐานที่กำหนดไว้
3. ขอบเยิ้ม, หน้าเป็นจอ เกิดจากอุณหภูมิหน้ากระเบื้องที่เย็นเกินไป หรือระดับของสายพานในตู้ Disc นั้นไม่ได้ระดับ
เครื่องโรยฟริต (Dry application)
 นอกจากการใช้ตู้ Disc ในการเคลือบผิวหน้าของกระเบื้องแล้ว ยังสามารถใช้สำหรับการตกแต่งผิวหน้าได้ โดยปรับความเร็วรอบให้ต่ำลง และใช้สีเคลือบที่มีความหนืดสูงขึ้น ก็จะได้ กระเบื้องที่มีผิวหน้าเป็นเม็ดสีอยู่บนผิวหน้า ซึ่งเม็ดสีจะใหญ่หรือเล็กนั้นขึ้นกับความเร็วของลูกDisc หรือมีการเติมเม็ดสีที่มีลักษณะคล้ายฟริต (Speckle frit)แต่มีความละเอียดกว่าลงไปในถังกวนสีเคลือบ เม็ดสีจะถูกสะบัดลงบนหน้ากระเบื้องพร้อมๆกับสีเคลือบ ก็จะได้ผิวหน้าของกระเบื้องที่สวยงาม ดูมีมิติไปในตัว
นอกจากการใช้ตู้ Disc ในการเคลือบผิวหน้าของกระเบื้องแล้ว ยังสามารถใช้สำหรับการตกแต่งผิวหน้าได้ โดยปรับความเร็วรอบให้ต่ำลง และใช้สีเคลือบที่มีความหนืดสูงขึ้น ก็จะได้ กระเบื้องที่มีผิวหน้าเป็นเม็ดสีอยู่บนผิวหน้า ซึ่งเม็ดสีจะใหญ่หรือเล็กนั้นขึ้นกับความเร็วของลูกDisc หรือมีการเติมเม็ดสีที่มีลักษณะคล้ายฟริต (Speckle frit)แต่มีความละเอียดกว่าลงไปในถังกวนสีเคลือบ เม็ดสีจะถูกสะบัดลงบนหน้ากระเบื้องพร้อมๆกับสีเคลือบ ก็จะได้ผิวหน้าของกระเบื้องที่สวยงาม ดูมีมิติไปในตัว
บางครั้งเมื่อเราต้องการโรยฟริตลงเต็มหน้ากระเบื้องเพื่อได้ผิวหน้าที่สวยงามและช่วยในเรื่อง Abrasive resistance เราสามารถใช้ตู้ Disc ในการเคลือบน้ำกาว ( CMC solution ) บนหน้ากระเบื้องก่อนแล้วจึงผ่านเครื่อง Dry application สำหรับโรยฟริตเพื่อให้น้ำกาวเป็นตัวยึดฟริตไว้บนหน้ากระเบื้อง
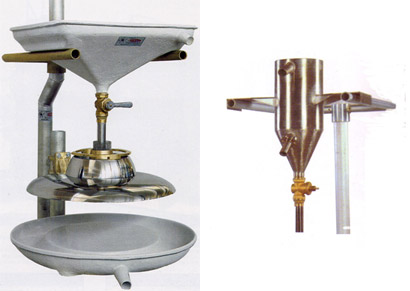
2. Campana หรือ Bell
 การเคลือบโดยใช้ Campana การเคลือบโดยใช้ Campana
 Campana Campana
Campana หรือ Bell นั้นเป็นอุปกรณ์สำหรับการเคลือบเอนโกบและสีเคลือบ สำหรับกระเบื้องที่ต้องการความเรียบมากเป็นพิเศษ เช่นกระเบื้องบุผนัง, กระเบื้องปูพื้นผิวมัน หรือกระเบื้องผิวด้านที่ต้องการความเรียบเป็นพิเศษ โดยผู้ผลิตอาจใช้ Double disc สำหรับเคลือบเอนโกบและใช้ Campana สำหรับเคลือบสีเคลือบ แต่ถ้าต้องการผิวหน้าที่เรียบที่สุดนั้นควรใช้การเคลือบด้วย Campana ทั้งเอนโกบและสีเคลือบ
การเคลือบโดยใช้ Campana นั้น สีเคลือบหรือเอนโกบที่ใช้จะต้องมีความหนืดที่สูงพอสมควร (เมื่อวัดด้วย Ford cup รูเปิด 4 mm. ควรมีค่าสูงกว่า 20 วินาทีขึ้นไป) เพื่อให้ผิวหน้าของกระเบื้องที่เคลือบเรียบ ไม่เป็นรอยเส้นหรือริ้วของเคลือบ เนื่องจากการเคลือบด้วย Campana นั้น จะอาศัยแรงโน้มถ่วงของโลกให้เคลือบไหลตามความโค้งของถาดลงมาเป็นม่านคล้ายม่านน้ำตก แล้วกระเบื้องที่วิ่งมาตาม Glazing line ก็จะวิ่งผ่านม่านเคลือบนี้ ดังนั้นถ้าความหนืดของสีเคลือบหรือเอนโกบมีค่าต่ำ ม่านเคลือบก็จะพลิ้ว ไม่นิ่ง และทำให้การเคลือบไม่สมบูรณ์ได้
ปริมาณของสีเคลือบที่ไหลลงมาเป็นม่านก็เช่นกัน ถ้ามีการเปิดวาว์ลให้สีเคลือบไหลลงมาได้น้อย ม่านของเคลือบก็จะบางและมีโอกาสพลิ้วไหวได้ง่าย ดังนั้นการปรับน้ำหนักโดยการเปิดวาว์ลให้เคลือบไหลออกมาให้ได้ลักษณะของม่านที่พอเหมาะแล้วจึงใช้การปรับความเร็วของสายพานใน Glazing line เพื่อให้ได้น้ำหนักเคลือบตามมาตรฐานจะช่วยลดปัญหาเรื่องการเคลือบหน้าไม่เรียบไปได้
Campana ที่ใช้งานโดยทั่วไปมีอยู่สองแบบคือแบบที่มีอ่างครอบอยู่ด้านบนถาดแล้วอาศัยให้สีเคลือบไหลล้นอ่างลงมาสู่ถาดที่ด้านล่าง กับแบบที่ไม่มีอ่างรองรับก่อน แต่จะให้สีเคลือบไหลจากท่อทรงกระบอกด้านบนลงสู่ถาดทางด้านล่างเลย ซึ่งทั้งสองแบบนั้นก็มีข้อดีและข้อเสียแตกต่างกันไป
แบบที่มีอ่างรองรับเคลือบก่อนนั้น ถ้ากรณีที่เคลือบมีฟองอากาศอยู่ภายใน เราก็สามารถกำจัดหรือลดปริมาณฟองลงไปได้โดยใช้ตะแกรงใส่ไว้ด้านในของอ่าง นอกจากนี้อ่างที่รองรับยังช่วยยืดเวลาให้ฟองอากาศสลายตัวไปได้ก่อนที่จะไหลลงสู่ผิวหน้าของกระเบื้อง แต่ข้อเสียของ Campana แบบนี้ก็คือถ้าสีเคลือบหรือเอนโกบมี Thixotropy สูง จะทำให้สีหนืดอยู่ในอ่าง เมื่อไหลลงบนหน้ากระเบื้องจะเป็นลิ่มของสีและทำให้เกิดปัญหาม่านขาด ผิวหน้าไม่เรียบ หรือการเคลือบบนผิวหน้าไม่สม่ำเสมอได้
ส่วน Campana แบบที่ไม่มีอ่างรองรับแต่ให้สีเคลือบไหลลงสู่ถาดด้านล่างโดยตรงนั้น ข้อดีคือจะไม่ทันเกิดการอืด หรือความหนืดของสีเปลี่ยนไป โดยเคลือบที่ถูกกวนในถังจะถูก Pump ขึ้นสู่ทรงกระบอกด้านบนของ Campana แล้วถูกปล่อยให้ไหลลงมาโดยอาศัยแรงโน้มถ่วงลงสู่ถาดโค้งและไหลลงเป็นม่านเพื่อให้กระเบื้องวิ่งผ่านเลย แต่ถ้าเคลือบมีฟองอากาศมาก อันอาจเกิดจากเพิ่งเป็นเคลือบที่เพิ่งบดมาใหม่ หรือถูกกวนด้วย High speed agitator จนเกิดฟองอากาศขึ้นภายในเคลือบมาก ฟองเหล่านี้จะยังไม่ถูกกำจัดออกไป แต่จะปนไปกับน้ำเคลือบและไหลลงสู่ผิวหน้ากระเบื้อง ทำให้เกิดตำหนิหลังเผาได้
ข้อดีของการเคลือบด้วย Campana คือ ผิวหน้าของเคลือบจะมีผิวที่เรียบ ดูสวยงามทำให้ผลิตภัณฑ์ดูมีราคาขึ้น หน้าเคลือบที่เรียบจะช่วยทำให้การสกรีน หรือการตกแต่งขั้นต่อไปสวยงามขึ้น โดยเฉพาะการสกรีนโดยใช้เครื่องจักรที่เป็น Silicone เช่น Rotocolor หรือ Silicone printing ของผู้ผลิตอื่นๆ ซึ่งการสกรีนโดยเครื่องจักรเหล่านี้จะต้องการผิวหน้าเคลือบซึ่งเรียบมาก ซึ่งผลที่ได้ก็จะได้กระเบื้องที่มีความสวยงามมากเช่นกัน เช่นกระเบื้องที่เลียนแบบหินธรรมชาติต่างๆ เช่นหินอ่อน, หินแกรนิต
ข้อดีอีกประการของการใช้ Campana ก็คือการสูญเสียสีเคลือบในกระบวนการผลิตจะต่ำกว่าการใช้ Double disc เนื่องจากไม่มีการฟุ้งกระจายของสีออกไปนอกระบบ สำหรับการประหยัดสีเคลือบนั้นเราสามารถเก็บน้ำที่เราทำการล้างตู้ Campana เอาไว้เพื่อนำมาใช้ปรับ Density ในถังต่อไป ก็จะ
สามารถใช้งานสีเคลือบได้เกือบ 100%
สำหรับข้อเสียของการเคลือบโดยใช้ Campana ก็คือพนักงานผู้ดูแลต้องมีความชำนาญในการปรับแต่งปัจจัยต่างๆที่จะส่งผลต่อผิวหน้ากระเบื้องหรือตำหนิที่จะเกิดขึ้นในภายหลัง ทั้งความหนืดของสีเคลือบ, Thixotropy ของเคลือบ, อุณหภูมิหน้ากระเบื้อง (ในกรณีการผลิตแบบ Single firing), ความเร็วสายพาน, การแห้งตัวของเอนโกบและสีเคลือบ, Density ของเอนโกบและสีเคลือบ โดยที่เราควรใช้ค่า Densityที่สูงที่สุดเท่าที่เราจะสามารถปรับความหนืดของเคลือบให้ต่ำได้ เพื่อให้เคลือบมีปริมาณน้ำให้น้อยที่สุดเท่าที่จะเป็นไปได้ ซึ่งจะช่วยลดปัญหารูเข็ม, รูพรุน ที่ผิวหน้ากระเบื้องได้
การเคลือบด้วย Campana นั้นจะมีสีเคลือบจำนวนหนึ่งที่ติดอยู่ด้านขอบที่กระเบื้องวิ่งเข้าชนม่านสีเคลือบ ซึ่งสีเคลือบในส่วนนี้จำเป็นต้องขัดออกเนื่องจากจะทำให้กระเบื้องติดกันในเตา, เกิดปัญหาสีเคลือบกะเทาะขึ้นได้เมื่อกระเบื้องมีการชนกัน ถึงแม้ว่าที่ขอบกระเบื้องจะมี Spacer หรือ Cushion แล้วก็ตาม ดังนั้นใน Glazing line จึงจะต้องมีอุปกรณ์สำหรับใช้ในการขัดขอบกระเบื้องอยู่ด้วย
 ชุดขัดขอบกระเบื้อง ชุดขัดขอบกระเบื้อง
ตำหนิที่พบมากสำหรับการเคลือบโดย Campana
ในกระบวนการผลิตกระเบื้องเซรามิกนั้น จะแบ่งเป็นกระบวนการผลิตแบบเผาครั้งเดียวกับแบบเผาสองครั้ง โดยการเผาสองครั้งนั้นจะมีการเผา Biscuit ก่อนแล้วจึงเผาเคลือบ ซึ่งโดยปกติแล้วการผลิตแบบเผาครั้งเดียวนั้นจะพบปัญหาต่างๆในการผลิตได้มากกว่าการผลิตแบบเผาสองครั้ง ซึ่งตำหนิต่างๆที่พบมีดังนี้
1. รูเข็ม, รูพรุน มีสาเหตุเนื่องจากอุณหภูมิหน้ากระเบื้องไม่สม่ำเสมออาจร้อนเกินไปหรือเย็นเกินไป, เกิดจากฟองอากาศในสีเคลือบ, เกิดจากการแห้งตัวที่ไม่สม่ำเสมอของเอนโกบและสีเคลือบ, เกิดจาก Impurities ต่างๆ, เกิดจาก Soluble salt บนผิวหน้ากระเบื้องและในสีเคลือบ
2. ผิวหน้าเคลือบเป็นริ้ว หน้าไม่เรียบ เคลือบไม่เต็ม เกิดจากความหนืดของสีเคลือบต่ำเกินไปจนทำให้ม่านพลิ้ว หรือความหนืดสูงเกินไปจนทำให้เคลือบหนืดมาก การไหลตัวไม่ดี
3. หยดน้ำที่ผิวหน้ากระเบื้อง จะเกิดในกรณีที่เราเปิดม่านสีเคลือบให้ไหลไปทางด้านหน้าของ Campana เมื่อกระเบื้องที่มีความร้อนสัมผัสกับสีเคลือบก็จะกลายเป็นไอน้ำเกาะอยู่ด้านในใต้ Campana เมื่อมีไอน้ำมากก็จะกลั่นตัวเป็นหยดน้ำตกมาลงบนหน้ากระเบื้องได้
4. เม็ดสี จะเกิดในกรณีที่กรองสีเคลือบไม่ดีพอหรือตะแกรงกรองสีขาด หรือเก็บสีเคลือบไว้นานเกินไปจนสีจับตัวเป็นลิ่ม ไหลลงบนหน้ากระเบื้อง
5. ขอบกระเทาะ, บิ่น เนื่องมาจากการขัดขอบไม่ดีพอ หรือ กระเบื้องชนกันก่อนการขัดขอบ
สำหรับเครื่องจักรที่ใช้ในการเคลือบและตกแต่งกระเบื้องยังมีอีกหลายชนิด ทั้ง ตู้ Spray, Airless spray, Multi color, Mix color, Water fall รวมทั้งอุปกรณ์ในการ Screen ต่างๆ ซึ่งจะได้มานำเสนอต่อไป
|
|
|
|
|
|
|